
我们为您准备了【螺旋管_15CrMoG无缝钢管产品优势特点】产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:【螺旋管_15CrMoG无缝钢管产品优势特点】的图文介绍
钢兴钢管 有限公司秉承“以人为本,科技创新”的崇高信念,以可靠的 辽宁沈阳TPEP防腐钢管产品质量,优惠的销售价格,完善的售后服务,精益求精,追求完美,竭力欢迎新老客户垂询合作,愿与广大客户共创双赢的美好明天。



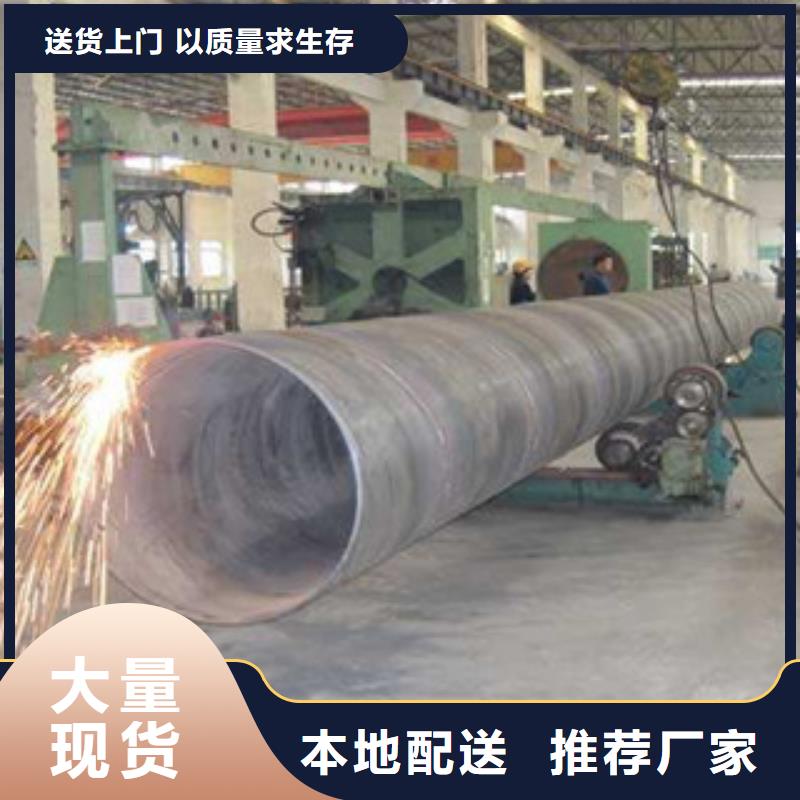
螺旋焊管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋焊管的成型器结构形式归纳起来有三种基本形式:
(1)套筒式螺旋成型器。只适用于小口径焊管的成型。它造价低,操作容易。
(2)辊式螺旋成删器。辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
(3)芯棒螺旋成型器。这种成型器适合于小直径、薄壁优质螺旋焊管的成型。但钢管内表面可能因摩擦而被擦伤。






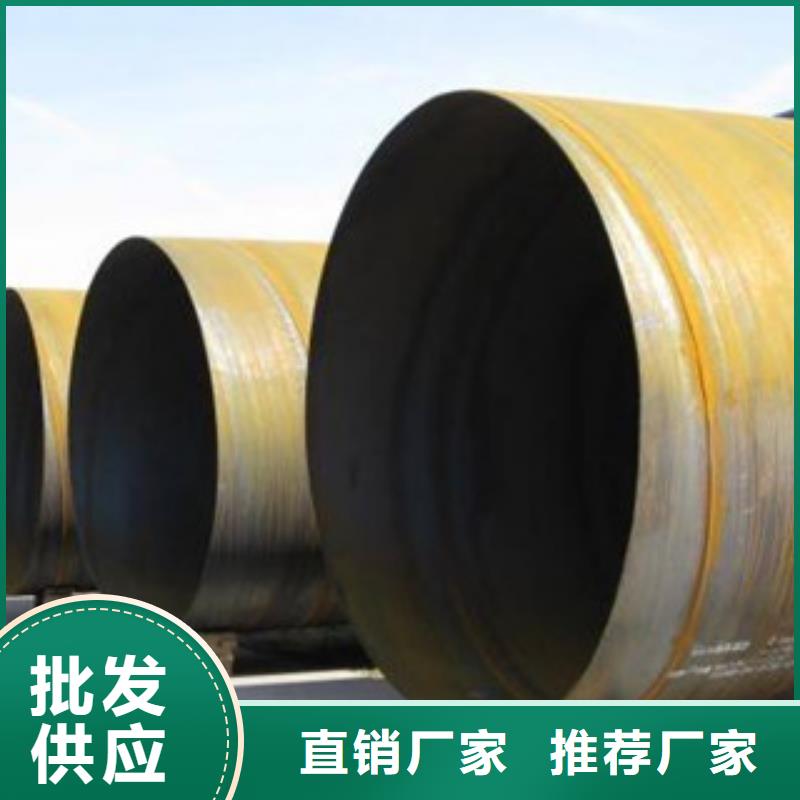
检验工艺:原材料检验、校平检验、对接焊检验、成型检验、内焊检验、外焊检验、切管检验、超声波检验、坡口检验、外形尺寸检验、X射线检验、水压试验、终检验为保证产品质量,我们制定了完善的质量计划,现场工作程序及检验、试验计划。防腐:本项目的防腐要求与国内其它项目相比有较大不同,其主要区别在于:内防腐材料国内一般采用水泥砂浆,本项目采用环氧涂料(厚度0.4mm)。
外防腐涂层电火花试验电压国内一般为3000伏, 不超过5000伏,本项目为10千伏。防腐螺旋焊管:针对以上要求,我们着重抓好以下二方面的工作:严格打砂工作程序以保证除锈质量,并在1小时内完成内外底漆的喷涂,这是保证防腐质量的根本。在制定防腐工艺时我们特别要求玻璃丝布首先浸透环氧煤沥青涂剂,半机械滚缠,并对玻璃丝布由人工用滚筒推平的方法操作,以保证外涂层的均匀细密。内外防腐的管子,放在露天堆场达4个月检验,内涂层没有黄色麻点等不良现象,外防腐层电火花试验仍可达10千伏的要求。
外防腐涂层电火花试验电压国内一般为3000伏, 不超过5000伏,本项目为10千伏。防腐螺旋焊管:针对以上要求,我们着重抓好以下二方面的工作:严格打砂工作程序以保证除锈质量,并在1小时内完成内外底漆的喷涂,这是保证防腐质量的根本。在制定防腐工艺时我们特别要求玻璃丝布首先浸透环氧煤沥青涂剂,半机械滚缠,并对玻璃丝布由人工用滚筒推平的方法操作,以保证外涂层的均匀细密。内外防腐的管子,放在露天堆场达4个月检验,内涂层没有黄色麻点等不良现象,外防腐层电火花试验仍可达10千伏的要求。



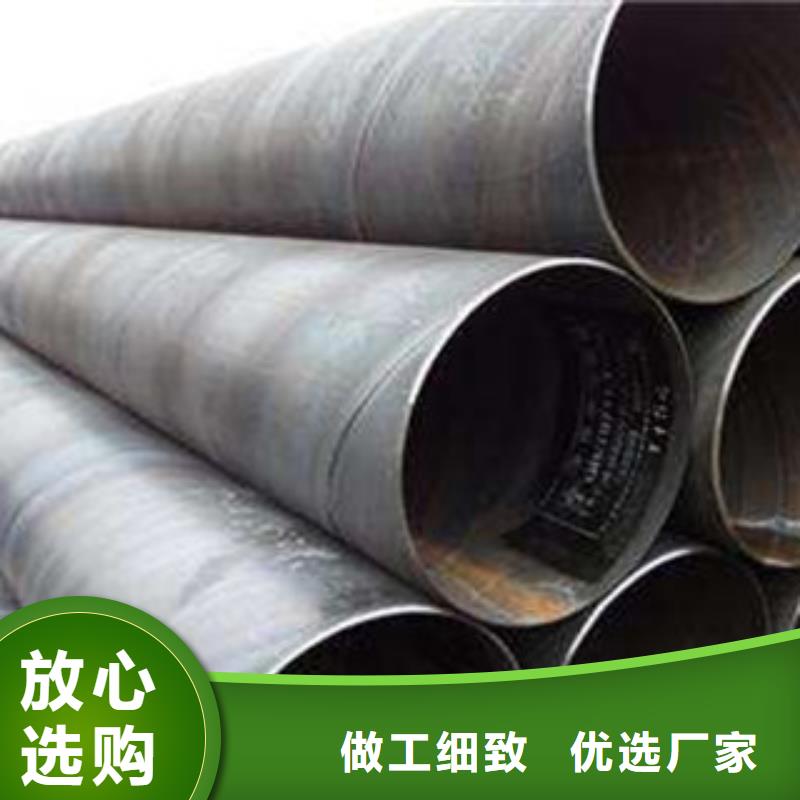
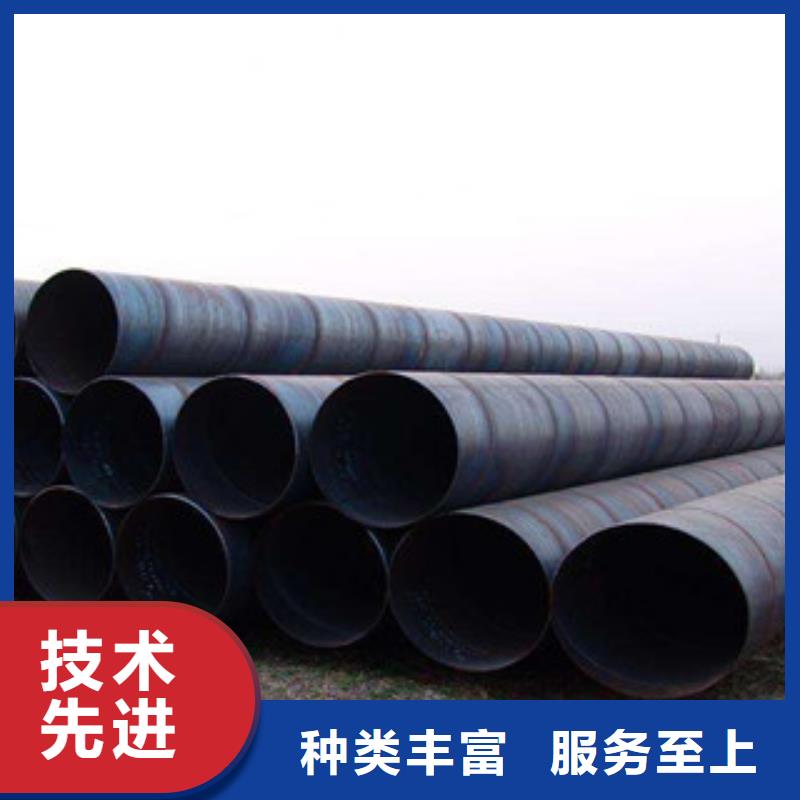
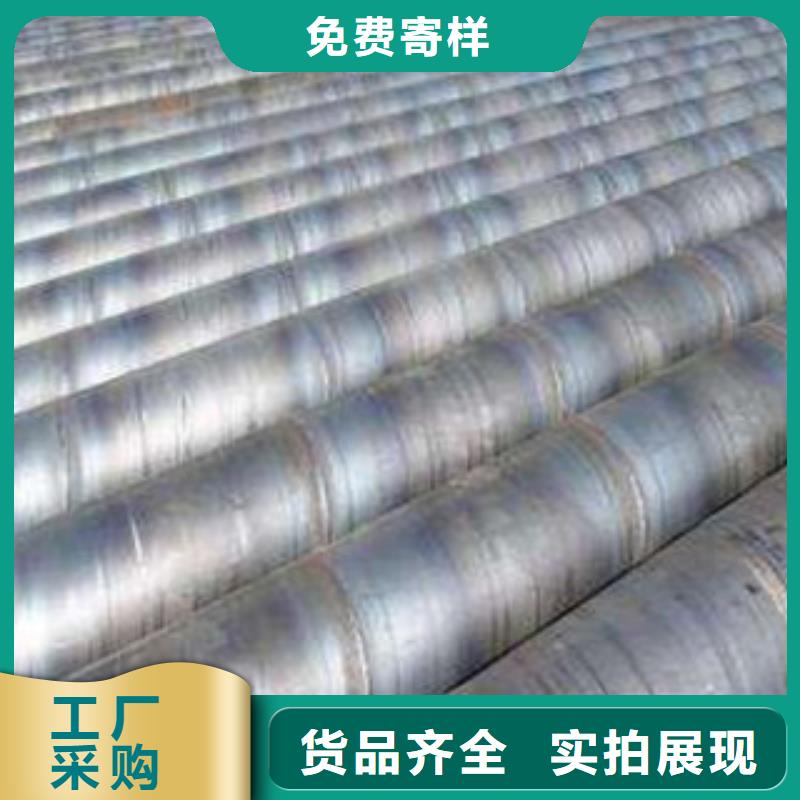
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。