


【C276法兰】C276圆钢畅销本地视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:【C276法兰】C276圆钢畅销本地的图文介绍
国标:GB/T9112-2010(GB9113·1-2010~GB9123·4-2010)化工部标准:HG5010-52~HG5028-58、华尔网HGJ44-91~HGJ65-91、华尔网HG20592-2009系列、华尔网HG20615-2009系列机械部标准:JB81-59~JB86-59、华尔网JB/T79-94~JB/T86-94、华尔网JB/T74-1994压力容器标准:JB1157-82~JB1160-82、华尔网NB/T47020-2012~NB/T47027-2012、华尔网B16.47A/B B16.39 B16 C276法兰


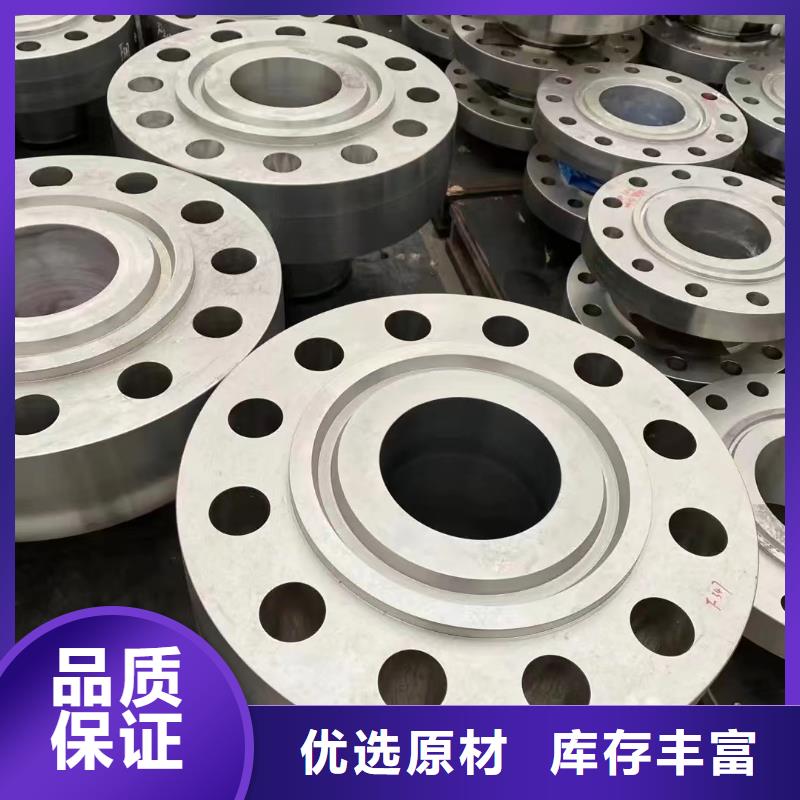
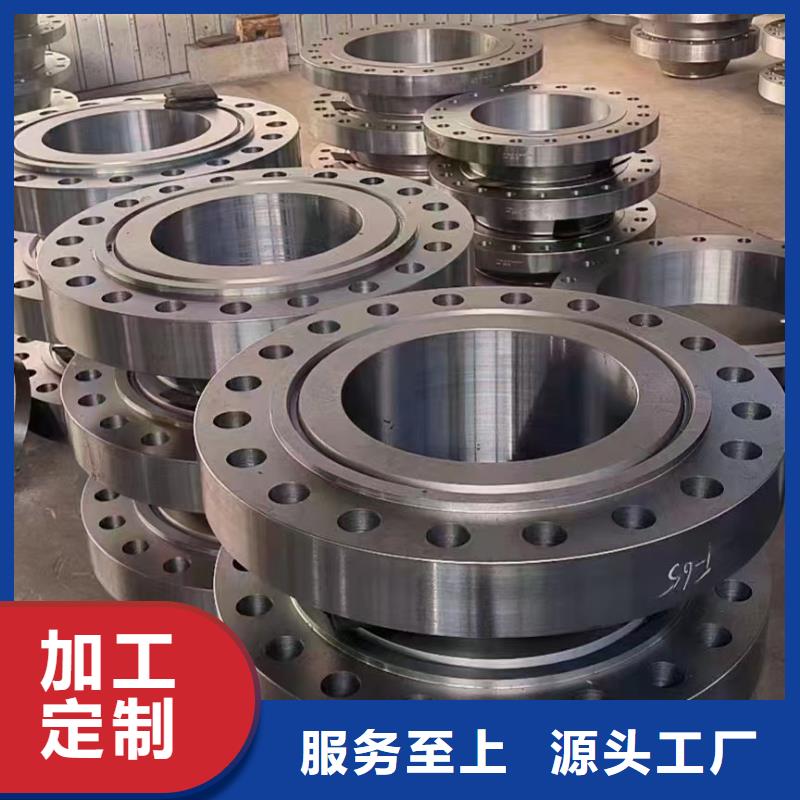
C276法兰锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、华尔网当地加热、华尔网当地成形、华尔网当地锻后冷却。锻造的工艺方法有自由锻、华尔网当地模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、华尔网当地小批生产的锻件。自由锻设备有空气锤、华尔网当地蒸汽-空气锤和水压机等,分别适合小、华尔网当地中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、华尔网当地拔长、华尔网当地冲孔、华尔网当地弯曲和切断等。1. 镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、华尔网当地横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。2. 拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、华尔网当地连杆等。3. 冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。4. 弯曲 使坯料弯曲成一定角度或形状的锻造工序。5. 扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。6. 切割 分割坯料或切除料头的锻造工序。



WCB(碳钢)、华尔网当地LCB(低温碳钢)、华尔网当地LC3(3.5%镍钢)、华尔网当地WC5(1.25%铬0.5%钼钢)、华尔网当地WC9(2.25%铬)、华尔网当地C5(5%铬0.5%钼)、华尔网当地C12(9%铬1%钼)、华尔网当地CA6NM(4(12%铬钢)、华尔网当地CA15(4)(12%铬)、华尔网当地CF8M(316不锈钢)、华尔网当地CF8C(347不锈钢)、华尔网当地CF8(304不锈钢)、华尔网当地CF3(304L不锈钢)、华尔网当地CF3M(316L不锈钢)、华尔网当地CN7M(合金钢)、华尔网本地M35-1(蒙乃尔)、华尔网本地N7M(哈斯特镍合金B)、华尔网本地CW6M(哈斯塔镍合金C)、华尔网本地CY40(因科镍合金)等。C276法兰



泰州沃盛特材有限公司拥有独特营销模式及与之配套的完善的服务。公司以专业的队伍、严谨的管理、精良的产品设备、兼容并蓄、博采众长的虚怀纳百川之风范,着力打造企业形象。



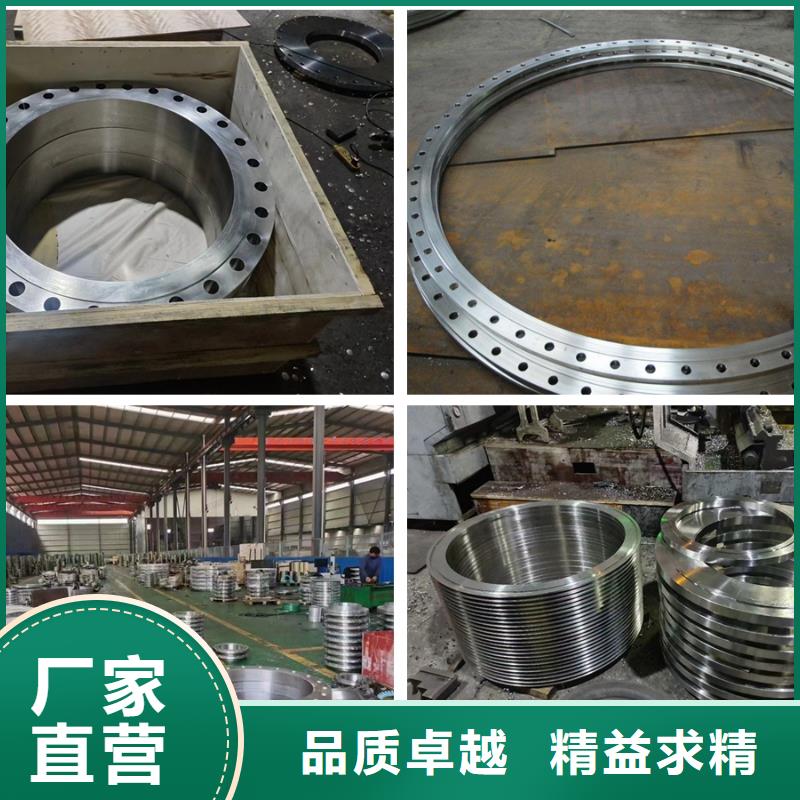
C276法兰垫片是一种能产生塑性变形、华尔网当地并具有一定强度的材料制成的圆环。大多数垫片是从非金属板裁下来的,或由专业工厂按规定尺寸制作,其材料为石棉橡胶板、华尔网当地石棉板、华尔网当地四氟板、华尔网当地聚乙烯板等;也有用薄金属板(白铁皮、华尔网当地不锈钢)将石棉等非金属材料包裹起来制成的金属包垫片;还有一种用薄钢带与石棉带一起绕制而成的缠绕式垫片。普通橡胶垫片适用于温度低于120℃的场合;石棉橡胶垫片适用于对水蒸气温度低于450℃,对油类温度低于350℃,压力低于5MPa的场合,对于一般的腐蚀性介质,常用的是耐酸石棉板。在高压设备及管道中,采用铜、华尔网当地铝、华尔网当地10号钢、华尔网当地不锈钢制成的透镜型或其他形状的金属垫片。高压垫片与密封面的接触宽度非常窄(线接触),密封面与垫片的加工光洁度较高。
低压小直径有丝接法兰,高压和低压大直径都是使用焊接法兰,不同压力的法兰盘的厚度和连接螺栓直径和数量是不同的。


